Industrial computers must operate reliably under both extremely low and high temperatures, typically requiring a wide operating temperature range to meet diverse climate challenges across regions and seasons. Additionally, the equipment must provide outstanding moisture and dust resistance. Common industry protection ratings, such as IP certifications, effectively prevent water and dust ingress, safeguarding internal circuits from potential damage. In industrial environments, mechanical vibrations and occasional shocks are frequent; therefore, industrial computers generally feature reinforced enclosures and robust internal mounting structures to ensure physical durability. To mitigate electromagnetic interference from heavy machinery and surrounding electrical devices, these computers must incorporate superior electromagnetic compatibility (EMC) and shielding designs, ensuring stable data transmission and uninterrupted processing. In certain harsh industrial environments where corrosive gases or chemicals may be present, devices should be built using corrosion-resistant materials and sealed structures to prolong operational lifespan and maintain optimal performance.
Strictness of Factory Workshop Operations
Continuous Operation:Factory production lines require 24/7 uninterrupted operation, where any malfunction may lead to costly production downtime. Therefore, industrial computers must demonstrate exceptional stability and reliability to support continuous long-term usage.
High-Intensity Vibration and Shock:Due to constant vibrations during equipment operation and occasional mechanical shocks, industrial computers must feature robust vibration-resistant designs. These designs help minimize the risk of component loosening or physical damage caused by external forces.
Dust and Debris Ingress:Workshops often experience high levels of dust, oil mist, and fine particles. As such, industrial computers must incorporate advanced sealing and filtration mechanisms to effectively prevent contaminants from entering the enclosure and affecting system performance.
Electromagnetic Interference Challenges:Heavy machinery generates significant electromagnetic noise during operation. Industrial computers should be equipped with comprehensive anti-interference designs to ensure stable data processing and uninterrupted communication in these harsh environments.
Safety and Redundancy Design:In factory environments, equipment failures can pose serious safety risks. To mitigate these concerns, industrial computers are often designed with redundancy, fault detection, and self-recovery capabilities, ensuring system continuity and the safe operation of critical processes.
Safety and Standards
Safety Certifications: CE, FCC
Our Advantages
Waterproof and Dustproof (IP69K / IP67 / IP65)
Designed for high-humidity environments such as food processing, beverage sorting stations, bottling, and packaging, ensuring durability under high-pressure cleaning.
Rich I/O Ports Design
Flexible customization for USB, COM port, LAN port and PoE power supply.
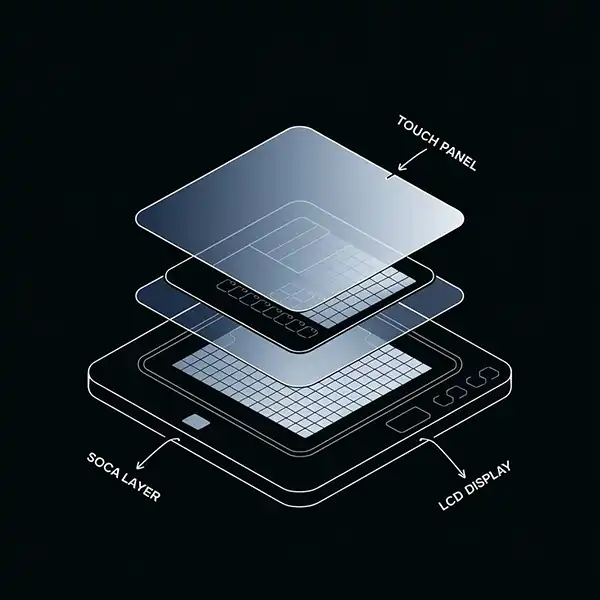
Optical Bonding Technology
Uses optically transparent resin to fill the air gap between the LCD and protective glass layer, enhancing contrast, color quality, and viewing angles.
Application
Automated Production Line Control
Data Acquisition and Monitoring
Machine Vision and Quality Inspection
Industrial IoT and Remote Management
Are you interested in our products?
Feel free to leave your information, and we will get in touch with you as soon as possible.